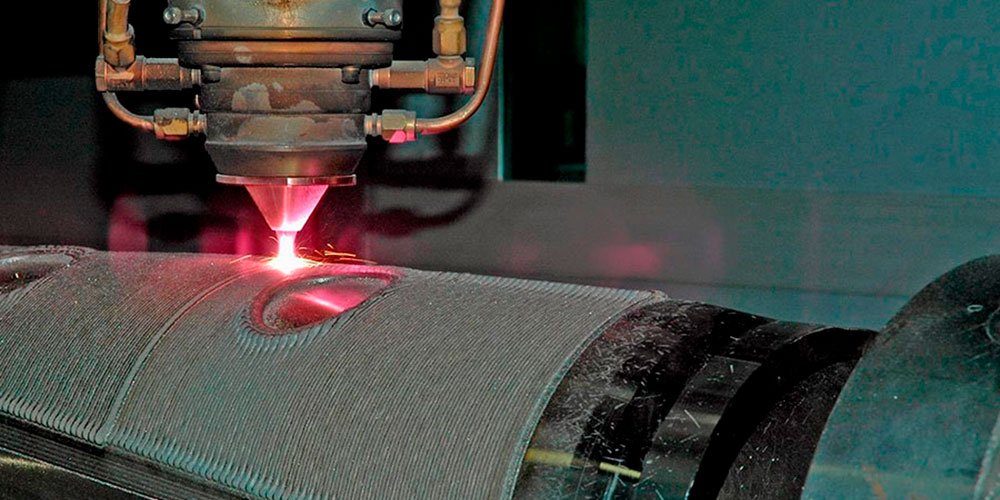
Лазерная резка является популярным методом раскроя листовых материалов. Применяя резку лазером можно изготовить деталь любой сложной формы и размера. Технология лазерной резки металла подразумевает воздействие на поверхность металлического листа направленным пучком лазерных лучей. Интенсивное нагревание области резания запускает в структуре материала один из следующих процессов:
- плавление;
- горение;
- испарение.
Все вышеуказанные методы лазерной резки металла осуществляются на высокоточном оборудовании с применением лучших образцов расходных материалов. Данный подход помогает устранить часть ограничений по использованию того или иного способа, а также добиться высокого качества готовых деталей.
При лазерной резке металлы плавятся, а не испаряются, т.е. резка лазером возможна только в том случае, когда лазер проходит через всю толщину материала, чтобы расплав мог быть удален. Металл удаляют газом, лазерный луч служит только для плавления материала. Многие процессы при лазерной резке зависят в большей степени именно от потока газа, нежели от параметров лазерного излучения.
Тепловое воздействие при лазерной резке
Углеродистая сталь
Лазерная резка углеродистой стали осуществляется благодаря плавлению металла, что приводит к появлению различных эффектов. В холоднокатаных низкоуглеродистых сталях край материала становится менее твердым. Если уровень углерода в стал превосходит 0,3% (средне- и высокоуглеродистые стали), в поверхностном слое образуется мартенсит, повышающий твердость стали. В процессе резки материал в области реза нагревается до температуры плавления (1500°C), граничная область также нагревается. Сталь, температура которой повышается выше 900°С превращается в аустенит, который при быстром охлаждении, переходит в мартенсит - именно он образует закаленную сталь.
Иногда такой эффект может быть весьма полезен - особенно, когда необходимо одновременно вырезать и закалить край детали, повышая его стойкость к истиранию. В иных ситуация – является проблемой, ведь наличие пор в закаленном слое может привести к образованию микротрещин. Высокие скорости процессов при лазерной резке приводят к появлению специфических микроструктур в углеродистой стали. Хотя сталь переходит в аустенит выше 900°С , конечный материал имеет неоднородную структуру. Углерод, который присутствует в форме карбида железа, должен диффундировать в малоуглеродистые ферритовые зоны. Если исходная структура была крупнозернистой, время, необходимое для диффузии, превосходит длительность нагрева. После охлаждения высокоуглеродистые области становятся твердыми, а низкоуглеродистые – мягкими. Такие структуры имеют очень низкие механические свойства.
Нержавеющая сталь
Нержавеющая сталь является высокохромистым сплавом, при лазерной резке нержавеющей стали в струе кислорода кромка покрывается значительным слоем оксида хрома. Часто это относится к нежелательным для последующего процесса использования детали. Замена кислорода азотом позволяет избежать формирования такого слоя. Инертный газ заставляет создавать температуру плавления силами лазерного излучения, что уменьшает скорость процесса и толщину обрабатываемого материала в сравнении с процессом, где применяется кислород.
Алюминий
Алюминий и его сплавы отличаются высокой отражательной способностью и теплопроводностью, что немного осложняет процесс лазерной обработки. Многие алюминиевые сплавы, особенно это касается серии 2000 и 7000, склонны к образованию микротрещин на кромке реза.
В основу технологии лазерной резки алюминия положено тепловое воздействие на поверхность луча, для которого характерна высокая степень концентрации. Непосредственной обработке подвергается очень маленький участок заготовки. Тем самым удаётся добиться значительной экономии металла, поскольку отходы производства не образуются.
Латунь
Для лазерной резки деталей из латуни лазером оборудование настраивается на определенный режим:
- тонкий лист латуни режут в импульсном режиме;
- лист большой толщины обрабатывается путем включения микроплазменного режима.
Пористость и шероховатость торца среза устраняется относительно легко с нижней части изделия. Медный лист плохо поглощает излучение, поэтому его режут на минимальных скоростях, а также при резке необходимо соблюдать условия резки лазером применительно к толщине латунного листа.






Компания ООО «ПО Премиум-Электро» предлагает услуги лазерной резки листового металла на станках ЧПУ швейцарского производства. Подробную информацию вы можете уточнить менеджеров компании по телефонам указанным на сайте.